想要一睹注浆管套筒式声测管厂家工艺先进产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:四川成都注浆管套筒式声测管厂家工艺先进的图文介绍


原材料现货市场铁矿石:偏弱调整普指高位震荡,商家心态依然坚挺,钢企虽然有检修高炉的情况注浆管出现,但环保力度注浆管远不及预期,加之淡水河谷消息不断加剧市场观望,市场整体成交维持常规水平,预计明铁矿石主稳个调。废钢:主稳个跌期现货弱势下行注浆管利空废钢市场,钢企利润尚可,废钢需求依然存在,对其价格有一定的支撑,在宏观层面无明显利空消息出来的前提下,预注浆管计明废钢或有小幅回落可能,暂无大跌注浆管风险。焦炭:稳中偏强山西、四川成都当地河北提涨焦企量增加,部分钢厂高炉检修数量稍有增加,库存多处高位,目前多按需采购焦炭,注浆管焦企整体库存持续低位,开工基本正常,对后市看涨心态较强,预计明焦炭市场稳中向好。生铁:稳中调整各地铁厂库存不一,生铁需求不见好转,部分厂家为降低库存有暗降现象,但焦炭、四川成都当地矿石偏强运行,成本支撑强劲,市场观望气氛较浓,预计明生铁弱稳运行注浆管。



日升昌钢管声测管厂家(成都市分公司)常年销售 500桩尖等各种产品,我公司销售的 500桩尖资源丰富,价格合理产品,材质规格齐全。公司优势:货源充足,价格合理!宁可一诺不许,许则一诺千金!公司依托经济开发区优越的地理位置,建立起的物流配送网络,覆盖全国,货多货少都可送达客户手中。我公司郑重承诺,在同等的质量下,保证以低的价格,完善的服务,高的信誉来答谢各界朋友的支持与厚爱。欢迎垂询光临!公司精神:创新超越平凡,实力成就未来!公司宗旨:以质量求生存,以信誉求发展!公司经营理念:以诚为本,客户至上!


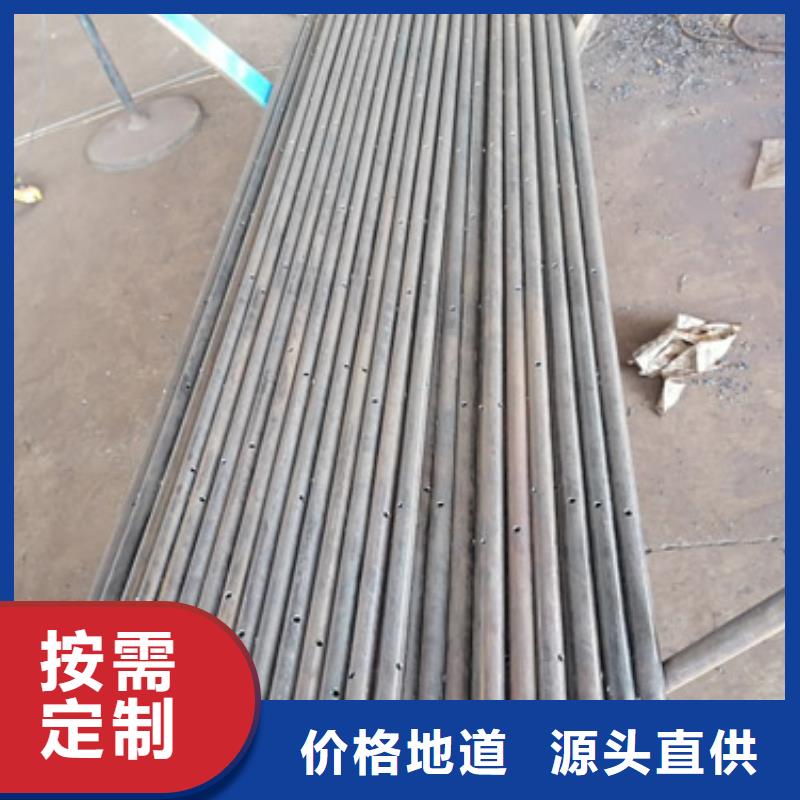
注浆管注浆施工过程注浆管注浆是通过钻孔将注浆管放入地层中,并采用分阶段注浆工艺使浆液在压力条件下更均匀地进入地层,从而实现浆液的分段可控,均匀分布的目的,在注浆过程中设置注浆外管,注浆外管将留在土壤中,注浆外管是每隔一段距离预留的出浆口,在出浆口处增加了一个截止阀,注浆的时候,将带堵塞装置的注浆内管置于注浆外管内,对需要注浆的部位进行注浆。这样,在土壤中产生了以钻孔为中心的桩体,并且在桩体周围的土壤裂缝中形成了具有较强抗剪切性的树根网状浆脉复合体,灌浆技术是一种利用压力将可固结的浆液通过钻孔方法固结到岩土中的孔中或建筑物的裂缝中,以改善其物理力学性能的方法。注浆管施工方法1、四川成都当地测量放置桩的位置2、四川成都当地导孔使用SH-30型钻机进行孔引,钻孔的偏转尺寸不应大于总长度的1%。3、四川成都当地击入焊管注浆管的杆身是由Ф50铁管、四川成都当地杆件制成,制作好出浆孔后,沿着引孔的位置,放入地层中。4、四川成都当地水泥浆的制备压浆浆液为纯水泥浆,由JW型制浆机制备,水灰比控制在0.40.6,浆液应搅拌均匀,并在搅拌后及时使用,在浆液还未凝结时用完。5、四川成都当地绑压浆管压浆管采用高压绕线橡胶压浆管,压浆管的抗压强度应大于3MPa,压浆街头应紧密密封,无渗漏,牢固扎紧,不脱落。6、四川成都当地灌浆使用UB3型压浆泵进行压浆,将压浆压力控制在0.20.5MPa左右,如果压力急剧上升或压浆管剧烈晃动,应立即停止压浆,并迅速打开浆筏门以免漏浆或者爆裂。



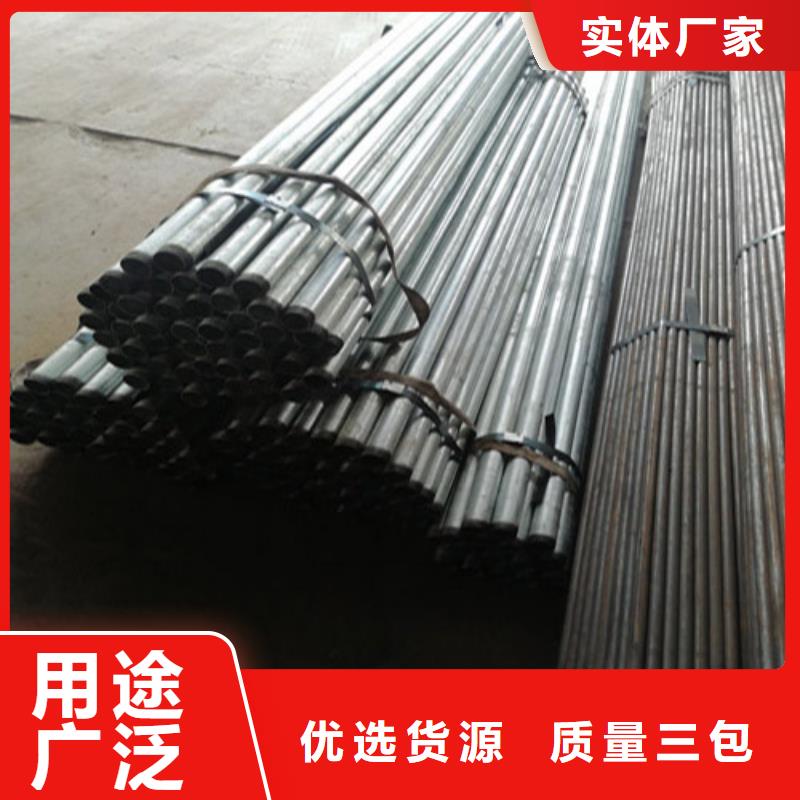
厂家加工制作钢花管的程序是比较多的,而且钢花管的类型也是有很多的,在进行制作钢花管的时候需要用到关键的一步就是钢花管的焊接。钢花管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证钢花管的质量和效率的不断地注浆管进行。打底选用H08CrMoVA焊丝,填充选用R317焊条。钢花管材料信息条注浆管件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择注浆管焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、四川成都同城切割料、四川成都同城坡口、四川成都同城组、四川成都同城焊接、四川成都同城清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,注浆管可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。钢花管控制钢花管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于钢花管的内喷水是从钢花管的一端流向另外一端,钢花管在两端的冷却速度不同,从而导致钢花管弯注浆管曲。故可采用先进行外喷水冷却,使得钢花管表层首先发生组织转变,再用内喷水进行冷却的方法,避免钢花管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少钢花管在旋转轮上的悬出端长度。通过合理的旋转轮布局及钢花管长度控制,将钢花管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低钢花管管端弯曲度。





 扫一扫
扫一扫